.jpg)
The heat-sealing process for treadmill belt joints typically employs high-frequency (RF) welding or hot-press molding technology. Treadmill belts are usually made from elastic materials (such as PVC, PU, or other polyurethanes) that possess thermoplastic properties—meaning they soften and deform when heated to a specific temperature. The joint must be processed to ensure the seam is both strong and smooth, thereby guaranteeing the treadmill's safe and proper operation.
I. Joint Design
Treadmill belt joints are typically designed for a butt-joining configuration, where the two ends are connected via heat sealing. The design must ensure precise alignment of the belt ends to prevent misalignment or detachment caused by a weak joint during treadmill operation. Common design methods include:
1. Overlap Joint: The two belt ends are overlapped and then heat-sealed together.
2. Interlocking Joint: One belt end is inserted into a slot or notch in the other end and secured via heat sealing.
II. Application of High-Frequency Heat Sealing Technology
High-frequency heat sealing (RF welding) is a technique that uses high-frequency electromagnetic waves to heat materials and weld joints. This technology is particularly well-suited for thermoplastic plastics and rubber materials—such as PVC and PU—making it ideal for processing treadmill belt joints. The process is as follows:
1. Heating and Softening: The joint area of the treadmill belt is placed between the electrodes of the high-frequency welding machine. The electrodes generate high-frequency waves via an electric field; these waves interact with the molecules of the belt material, causing localized heating and softening. Heating time and temperature are precisely controlled based on the material's thickness, type, and the required joint strength.
2. Pressure and Welding: Once the material reaches a sufficiently soft temperature, the two joint surfaces are brought together under pressure. Under the combined influence of the high-frequency electric field and pressure, the joint areas at both ends of the belt rapidly weld together to form a strong seam. Because high-frequency welding heats the material directly via the electric field, the resulting seam is exceptionally smooth and requires no adhesives or stitching. 3. Cooling and Forming: Once the joint welding is complete, the joint rapidly cools and solidifies, ensuring it is secure and capable of withstanding the tensile forces generated during treadmill operation.
III. Hot-Press Molding Technology
In addition to high-frequency welding, treadmill belt joints can also be processed using hot-press molding, particularly when specific thickness and shaping are required at the joint. Hot-press molding is typically applied to materials such as thermoplastic elastomers (TPE) or polyurethane (PU).
1. Heating and Pressing: During the hot-press molding process, the material at the joint is placed into a mold; heat and pressure are then applied to fuse the two ends of the belt together, creating a smooth, robust joint.
2. Cooling and Solidification: After the heat and pressure have been applied for a set duration, the material begins to cool and solidify, ensuring the strength of the seam once the joint is formed.
The heat-sealing process for treadmill belt joints typically employs high-frequency (RF) welding or hot-press molding technology…

Among modern fitness equipment, treadmills have become the top choice for many fitness enthusiasts due to…

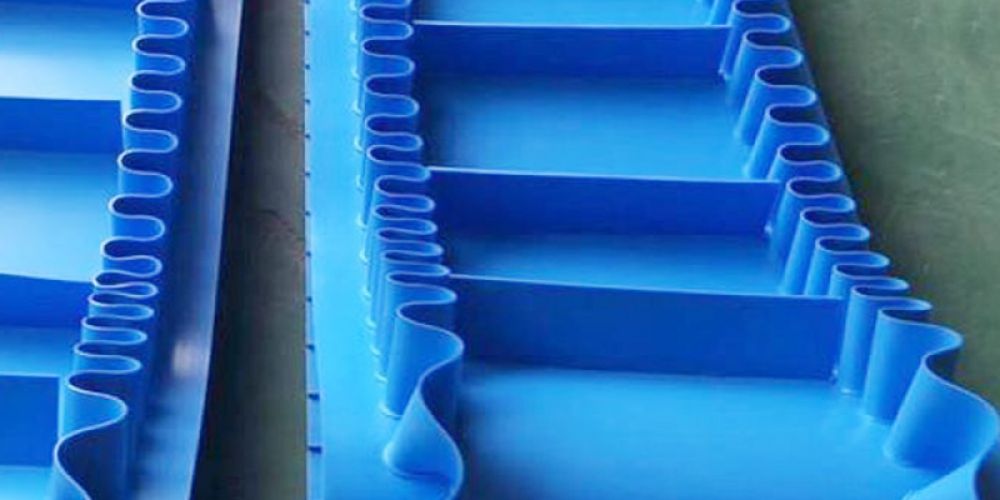
High-frequency welding of "T"-shaped and "S"-shaped cleats onto lightweight PVC conveyor belts offers the following significant…

Lightweight conveyor belts are widely used in the logistics industry, primarily in the following areas: 1…
.jpg)
I. Materials Lightweight conveyor belts are made from a variety of materials, commonly including PVC (polyvinyl…
Lightweight conveyor belts are a type of solid material conveyor belt made of relatively light materials…